Parní stroje, parní turbíny, parní kotle
Ložisko klikové
U strojů ležatých bývá ložisko klikové umístěné na rámu a spodní jeho část pro veliký tlak ojnice tvoří s rámem jediný celek. Obyčejně hotoví se ložisko u strojů až do 500 zdvihů dvojdílné, přes 500 zdvihů čtyřdílné. Dvojdílného ložiska užívá se také tehdy, kde se předpokládá, že stroj budou obsluhovati obyčejní dělníci a jmenovitě tam, kde parní stroj má pouze podružnou úlohu. Aby se čelilo značnému tlaku ojnice, hotoví se také u menších strojů ložisko šikmé s dvojdílnou pánví (obr.3.).
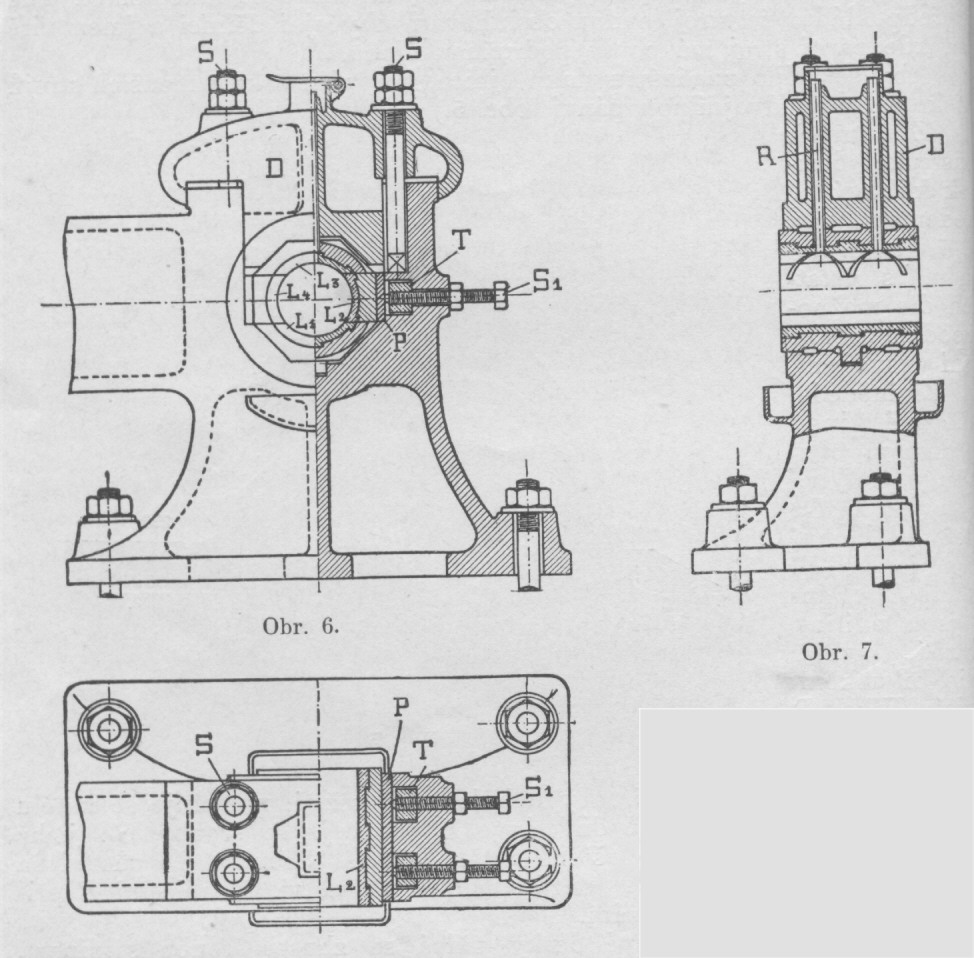
. Z četných konstrukcí ložisek klikových uvedeme na obr. 6., 7. a 8. jedinou, s ostatních dle možnosti podáme pouze ústní vysvětlení.
Zmíněné ložisko má pánev čtyřdílnou, rozdělenou na dva díly boční L2, L4, jeden díl vrchní L3 a jeden díl spodní L1. Pánve jsou z litiny železné, uvnitř vylité bílou komposicí. Víko D jest rovněž z litiny železné, opatřené účelnými dutinami, aby nebylo příliš těžké, upevňuje se k tělu ložiska šrouby S. Postranní díl pánve L4 ustavuje se šrouby S1, jichž matky T jsou ocelové a zapuštěné v tělese ložiska. Šrouby S1 působí na společnou ocelovou desku P, která sděluje tlak pánvi. Trubicemi R přivádí se potřebný tuk k mazání. Místo šroubu a ocelové desky užívá se zhusta šroubu s klínem, kterým se postranní část pánve utahuje a k hřídeli tiskne. Utahování této části pánve děje se obyčejně pouze na jedné straně, protější vyběhaná část podkládá se tenkým plechem. Aby se dalo víko snadno sejmouti, musí šroub u posléze uvedeného způsobu ustavení pánve procházeti víkem v hladkém otvoru. Příslušná matka šroubu, kterým se klím vzhůru nebo opáčně ustavuje, musí se nacházeti v těle ložiska, konec jeho pak víkem procházející opatřen jest pouze čtyřhrannou hlavou pro klíč. Víko ložiska zapadá na zevnější straně zvláštními nálitky na vrchní část těla ložiska a tím usnadňuje šroubům překonávání odporu ojnicí působeného. Vyběhané pánve ložisek opravují se dnes vyléváním poškozené vrstvy bílou slitinou, což platí nejen o ložisku klikovém, nýbrž také o ložisku hlav ojničních. Pánve ložiska mají býti k dodatečnému obnovení pomocí bílé slitiny opatřeny na vnitřním obvodu drážkami, v nichž se ztuhlá a vychladlá slitina zadržuje. Za tím účelem dostává se drážkám průřezu lichoběžníku, širší základnou obráceného k zevnímu obvodu pánve. Aby bílým kovem znovu vylévaný a opravený obal jednotlivé čísti pánve uvnitř pevně neslil a nespojil, vkládají se mezi jejich stýkavé plochy tenké plechy, které však neprocházejí celým vnitřním průměrem ložiska. Přiměřené síly dostává se obalu z bílé slitiny zvláště upraveným železným jádrem, které jest na obvodu opatřeno tolika drážkami, kolik plechových vložek bylo užito, nebo, jinými slovy, z kolika dílů pánev se skládá. Do řečených drážek zapouštějí se konce plechových vložek. Jádro má průměr asi o 20 mm menší než průměr pánve. Kdyby jádro nemělo opěrných drážek pro plechové vložky, snadno by se konce těchto mezi sléváním ohnuly a jednotlivé dílce pánve by na sebe nedosedaly v přesné ploše. Ohoblovaná a očištěná pánev se před vylitím i s jádrem vyhřeje, aby tekutou slitinu jednak rychle neochlazovala, jednak také aby se zabránilo nebezpečnému stříkání kovu. Vyhřátá pánev se staví pak na rovnou desku, spodek se zevně kolkolem zahradí vrstvou písku nebo hlíny, rovněž kolem vrchního kraje utvoří se věnec z písku nebo hlíny, čímž se sice nabude pánve delší, ale v prodlouženém konci, který se na soustruhu utočí, shromáždí se veškerá nečistota a skutečný, níže položený kraj má slitinu bublinek a nečistot prostou. Slitiny musí se vždy připraviti dostatečné množství buď v kelímku nebo v lžících. Dodatečné přilévání, při němž proud tekuté slitiny byl přerušen, poskytuje nepodařený odlitek. Užije-li se několika slévacích lžic, musí ze všech díti se slévání najednou a pramének tekutého kovu má se rozrážeti o plechové vložky, v kterémž případě vyplňují se každou lžící dva dílce pánve najednou. Slitina má býti roztavena dokonale a po roztavení vyhřívá se do červeného žáru. Přímo před sléváním musí se tekutá slitina bedlivě promíchati, aby jednotlivé její složky následkem nestejné měrné váhy netvořily vrstvy, při čemž by kupř. antimon se usadil na nejnižším, cín pak na nejvyšším místě kelímku nebo lžíce a slitek by byl nestejnorodý. Bílá slitina, jaké se k vyplnění pánví u ložisek užívá, má následující složení:
8 dílů mědi - 12 dílů antimonu - 80 dílů cínu
Velice osvědčila se pro ložiska kliková slitina, následovně upravená. Do 9,5 dílů roztopené mědi přimísí se 13 dílů antimonu a do této směsi přidá se 59 dílů čistého cínu, načež se vše bedlivě rozmíchá, vylije, nechá vychladnouti a na drobné kousky se roztlouká. 27 dílů této slitiny se znovu roztápí a přidává se 29,5 dílů čistého cínu, bedlivě se promíchá a slévá v pruty. Pořad opracování ložiska jest následující: Nejdříve ohoblují se stýkavé plochy jednotlivých částí pánve, vyhoblují se v nich podélné drážky pro vnitřní obal z bílé komposice, rovněž se ohobluje klín výstužný a k němu přiléhající plocha části pánve. Sestavenou pánev vytočí soustružník na žádaný průměr a opatří ji obvodovými drážkami pro plášť z bílé komposice, dále vytočí šroub a matku pro výstužný klín a očka pro víko. Po vylití pánve bílou komposicí vytočí se přesný průměr pánve dle velikosti čepu hřídele. Zámečník konečně celek sestaví a zapustí šroub výstužný a klín. Ukládání pánve do těla ložiska vyžaduje náležité péče, jmenovitě musí býti přihlíženo k tomu, aby pánev zevní stranou přiléhala těsně na tělo ložiska. Bronzové pánve se mezi chodem při zahřátí zkřivují a jednotlivé části jejich na stýkavých krajích řezu svírají hřídel. Z této příčiny vrtá se otvor u bronzových ložisek dvoudílných o půl procenta, u čtyřdílných o 0,8 % větší než průměr čepu. U velikých strojů musí se při úpravě ložiska bráti zřetel ku prohnutí hřídele. Některé strojírny vrtají otvor ložiska poněkud šikmo ve směru prohnutí, čímž ušetří se značné práce při oškrabování a poslední úpravě pánve, jiné strojírny naklánějí poněkud rámovou podpěru směrem k setrvačníku.
Mazání ložiska
Každé ložisko opatřeno jest přiměřenými přímými drážkami a otvory k účelnému mazání, jež se provádí buď knotem, nebo se olej na plochy třecí kape, nebo se mezi ně vtlačuje. V novější době neužívá se u ložiska klikového mazniček knotových, větší oblibě těší se mazničky, které dodávají stýkavým plochám olej v kapkách, neboť kontrola, zdali maznička účinkuje správně, jest u nich snadná.
![]()
![]()
![]()