Nauka o stavebních hmotách
Ošetření vrtáků
Ošetření vrtáků plných (massivních)
Břit vrtáků musí se udržovati stále dobře naostřený, poněvadž vrtání tupými břity má za následek nejen plýtvání časem, ale způsobuje také časté zlomení vrtáku.
Při kalení vrtáku budiž k tomu hleděno, aby břit byl do červena ohřátý = řežavý a pak v loji ochlazen. Případně jest přípustné, když řežavá ocel po ochlazení ve vodě značně teplé – držena v těžkých rozžhavených kleštích – žlutavě nabíhala.
Ošetření vrtáků dutých
Před vrtáním buďtež všechny vrtáky profouknuty, aby se zjistilo, zda není narušeno vyplachování či vyfukování vrtného prachu.
Připomenutí
Flottmannova vrtací kladiva používá se také u nárazných vrtadel upnutých vodorovně neb šikmo na universálním řechtačkovém sloupu, hlavně k vrtání při stavbě tunelů a při dobývání uhlí v dolech, leč tyto stroje nenáležejí již k těžení v kamenných lomech.
Ostření čo broušení úderních vrtáků ručních i strojních
Břit všech úderních vrtáků ručních i strojních opotřebuje a otupuje se záhy při nárazech odporem skály. Toto otupování břitu má nepříznivý vliv na postup vlastního vrtání a to hlavně tím, že umenšuje se jeho výkonnost a pak že tupý břit snadno se ulamuje, takže nestane-li se nezpůsobilým k další práci, bývá tato přece jen umenšována.
K zamezení této závady musí býti přit častěji naostřen. Z menších lomů posílají se vrtáky k naostření ke kováři; ve větších lomech bývají zřízeny zvláštní kovářské dílny na ostření a kalení ocelových vrtáků úderních i zdvižných. Obojí vykonává se prostě ohřetím korunky břitové v kovářské výhni a potom kováním jejím na kovadlině, načež se njáhlým ochlazením ve vodě zakalí.
Při této práci musí kovář obezřele si počínati, aby korunku vrtáku nepřehřál a nespálil, jinak by ostří dlouho dlouho neostálo, poněvadž oduhlíkováním změňuje se ocel v měkké železo.
Při ohřívání vrtáku v kovářské výhni ohřívá se korunka břitu v delší části 1 až 9 (obr. 471.) a po otupení ostří 1 bývá vrták postupný ostřením (vykováním) zkracován o části 2, 3 atd. Opotřebována-li korunka o části 2 až 6, byla nejméně 5krát ohřáta a jistě značně oduhličena.
Těmto nesnázím předejíti lze – ovšem jen ve velkých lomech, v nichž vetší vrtací práce vyžaduje časté naostření břitu – příhodným zařízením; jedním z takových jest:
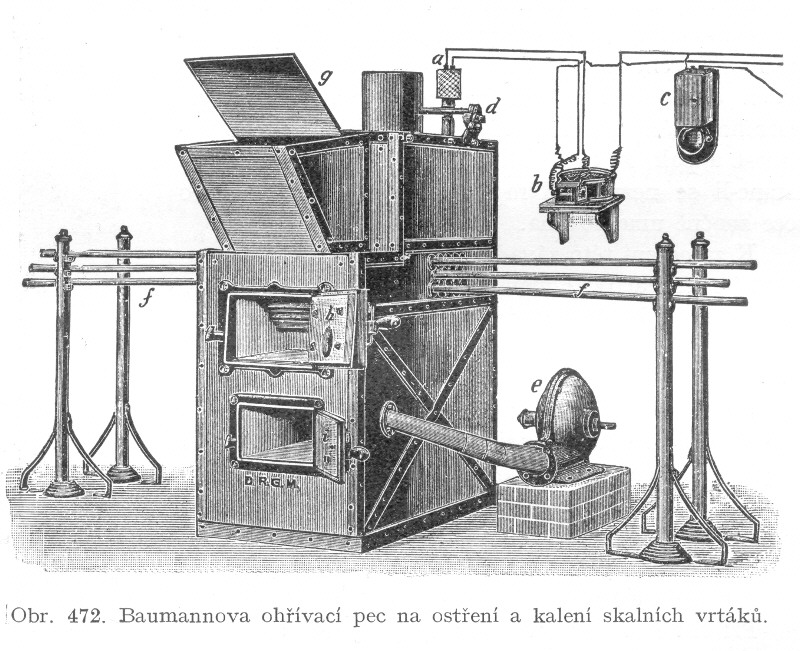
Baumannova ohřívací pec na ostření a kalení vrtákových břitů (obr. 472.). Celá pec zhotovena z plechu plávkového železa, - jen dvířka jsou litinová, - záleží ze čtyř kovářských výhní (po dvou na každé straně pece) vyložených chamottovými cihlami, takže mohou čtyři kováři současně ostřiti a kaliti. Proti každé výhni jest úložní stojan, na který se ukládají vrtáky jedním koncem, kdežto druhým koncem – svým břitem – vloženy jsou zcela krátce do výhni.
V tom právě záleží největší výhoda pece, neboť vrták ohřívá se jen v krátké délce korunky břitové, takže jakost ocele častějším ohříváním netrpí. Při sotření a kalení dlátového břitu, ohřeje se korunka břitová jen jednou v teplotě 950 st. Celsiových, přehřátí její nemůže nastati, neboť pec opatřena jest poplašným přístrojem, který počne zvoniti, jakmile přehřátí počíná. Tím upopzorněn jest nejen kovář, ale také dohlížející úředník.
Ještě příhodnějším k naostření břitů uděrných vrtáků jest:
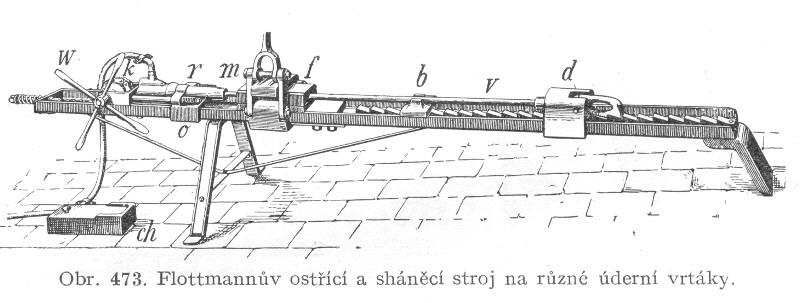
Flottmannův ostřící stroj se sháněcím přístrojem, zv. “Simplex” (obr. 473.). Dosavadní ruční, kovářské naostření jest zdlouhavé a při dnešní vysoké mzdě zručných kovářů také velmi drahé a ježto mimo to ostření vyžaduje jistou dovednost dělníka, kterou ne každý kovář ovládá, jest výhodno ostření břitů učiniti nezávislým na dovednosti dělníka.
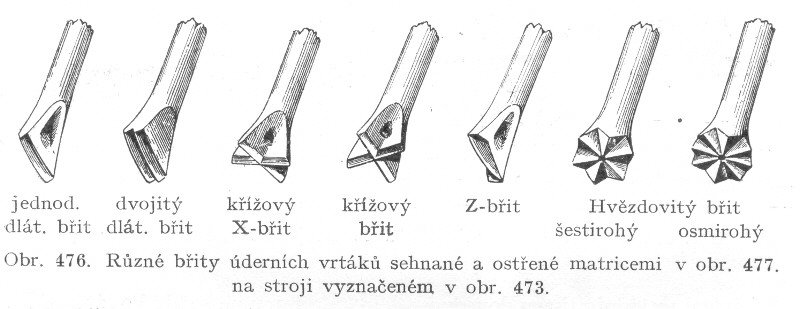
Tomu požadavku vyhovuje úplně svrchu dotčený ostřící přístroj “Simplex”, neboť jím lze nejen každý břit (obr. 476.) rychle a bezvadně nově zhotoviti, ale také jen přiostřiti. Rovněž lze jím rychle zhotoviti osazné hlavy (obr. 475.).
Stroj ten jest vlastně nakloněný kozlík z válcovaného U nosníku, uložený na tří nohou. V jeho žlábku osazena jest ozubnicová tyč čili ozubnice, která slouží za oporu drhlíku d, o nějž opírá se do stroje vložený tyčový vrták V. Drhlík objímá úplně U nosník a opatřen jest rukojetí, pomocí níž lze jej ručně snadno na libovolný zub ozubnice posouvnouti.
Dlouhý vrták – jako jest na př. zdvižný – bývá ještě po délce podepřen podpěrnou kobylkou b, kterou lze také o libovolný zub ozubnice opříti.
Na horním konci U nosníku umístěno jest posouvatelné vzduchotlačné kladivo r, do kterého se nasazuje matrice různých břitů (obr. 477.) k vykování těchto břitů, vyznačených v obr. 476.
Přední část válečku tohoto kladiva je rozšířena v podobě objemky o kolem U nosníku, kdežto na zadní částim kladiva jsou místo normálního držadla přidělána dvě vidlicovitá okatá lůžka, mezi nimiž na křídélku jest uklínována kladka k, spojená s křížovým, vratidlem w. Na obvodu kladky upevněny jsou v témž místě vedle sebe dva Gallovy řetězy, z nichž jeden navinut na kladce v pravo, veden jest pod ní v levo až na horní konec U nosníku, kdežto druhý řetěz navinut na kladced v levo, veden jest pod ní v pravo ke svorníku, upevněném v přírubách U nosníku právě pod kladivem r. Otáčením vratidla ve směru ručiček hodinových pohybuje patrně kladivo v pravo k drhlíku a obráceně.
Podletohoto zařízení stroje lze tudíž nejen drhlík rychle a pohodlně na přibližnou délku vrtáku naříditi, ale také vratidlem na značnou délku kladivo semo-tamo posouvnouti a jej při vlastním ostření libovolným tlakem na břit vrtáku přitlačiti.
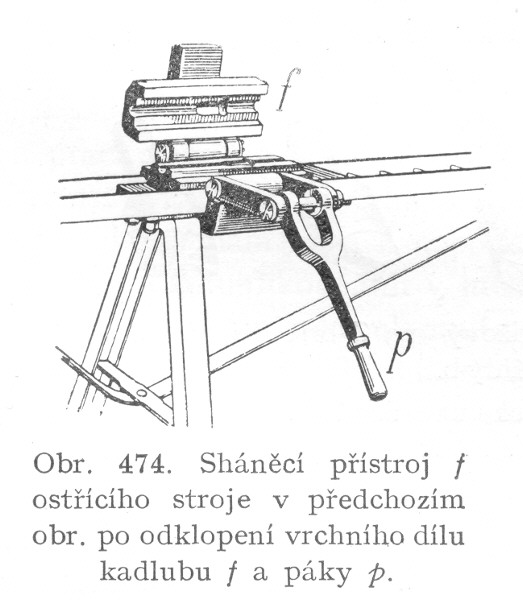
Do kladiva nasazena jest matrice břitová některého břitu (obr. 477.), která při práci jest kladivem dorážena na korunku břitovou, umístěnou ve sháněcím přístroji f. Jeho dvojdílný sháněcí kadlub či forma vyznačena jest v obr. 474. otevřena, totiž po sklopení přítlačné páky p jest vrcní díl formy f odklopen.
Přívod zhuštěného vzduchu do pístové dutiny kladiva děje se zvláštní gumovou neb kovovou hadicí ze zvláštní schránky ch, která leží na zemi a k níž přivádí se vzduch z kompressoru. Přívod vzduchu otevírá neb zavírá se šlapací záklopkou.
Vykování nového břitu anebo naostření otupeného břitu vykoná kovář tím, že nejprve na délku tyče vrtákové upraví sháněcí přístroj náležitým posouvnutím drhlíku d a sháněcí formy f jakož i vzduchotlačného kladiva r, do něhož vloží příslušnou matrici břitovou. Potom ohřeje konec tyče po případě korunku břitovou do červeného žáru ve výhni kovářské (ještě lépe v peci Baumannově) a vloží ji do sháněcího přístroje tak, aby rozžhavený konec ležel ve sháněcím kadlubu f a spodní konec opíral se o drhlík d, načež vratidlem w uvede kladivo do náležité polohy.
Potom dotekem nohy na šlapací záklopku u schránky ch vpustí zhuštěný vzduch do kladiva, které ihned počne rychle narážeti svou vloženou břitovou matricí na rozžhavený konec tyče a v krátké chvilce vykove nový břit, po případě otupený břit naostří.
Výkonnost stroje jest znamenitá. Zručný kovář vykove po případě znovu zřídí (naostří) 50 až 60 břitů za hodinu, při čemž ovšem zaoblení a dostřednost břitu vykonává ručně na kovadlině.
Vykování osazných hlav vrtáků (obr. 475.) ruční prací, totiž ohřetím v kovářské výhni a ručním schnáním bylo velmi závadné a drahé. Při ruční práci musí býti ocelová tyč několikráte nahřívána a nepočíná-li si při tom kovář velmi opatrně, zkazí se ocel (oduhlíkováním v měkké železo), když jest břit posléze dohotoven, následkem toho ulamují se často osazné hlavy vrtáků. Kromě toho ručním sehnáním osazných hlav u dutých vrtáků ucpese snadno proplachovací dutina, jejíž proražení jest potom velmi pracné. Že výdeje na ruční shánění značně vzrůstají jest pochopitelno, neboť denní výkonnost kováře jest následkem obtížné práce přirozeně malá.
Těmto nesnázím předchází se u stroje sháněcího zláštním kadlubem, v němž sháněcím kladivem lze snadno bez práce kovářovy sehnati nejen kladinu, t.j. rozšířený okolek na tyči (obr. 475.), ale také čtyřhrannou násadu.
![]()
![]()
![]()