Parní stroje, parní turbíny, parní kotle
Hřídel
Tvar hřídele jest podmíněn velikostí a úpravou celého stroje. Je-li na hřídeli klika nebo kotouč klikový, jest hřídel rovný a obě ložiska nacházejí se na téže straně. Někdy klika odpadá a bývá nahrazena hřídelem zalomeným, a obě ložiska jsou umístěna na obou stranách parního válce. Zalomených hřídelů, ač jsou podstatně nákladnější, užívá se s oblibou u nevelkých strojů, protože výprava a postavení jich jest neodvislejší a případná chyba v montáži nemůže se plnou měrou uplatniti. Zatížení hřídele jest značné, působíť naň tíha setrvačníku a často i řemenáče, není-li setrvačník upraven pro přímý převod síly řemenem, a konečně i kliky. U rovných hřídelů přímo za klikou nachází se ložisko klikové. Druhé ložisko nachází se na protější straně a volí se pro něho tvar obyčejného stojatého ložiska. líže kliky nachází se výstředník pro parní rozvod. Asi uprostřed hřídele umisťuje se setrvačník, dále řemenáč, je-li vůbec u stroje. Hřídel zhotoven jest z ocele. Úprava rovných hřídelů děje se předem na hrubo kováním surového osmihranného ocelového bloku, jehož průměr jest celkem asi třikráte větší než průměr hotového hřídele. Prvý díl práce týká se vytažení hřídele na žádanou délku, načež se hřídeli dalším kováním dodává oblého tvaru, naposled se upravují z hruba čepy. Vykovaný hřídel vyhřívá se znovu při nízké teplotě v plamenné peci a nechá se pod popelem ponenáhla vychladnouti. O další úpravě pojednáno níže na příslušném místě. Kováním ztrácí se celkem 30 % na váze. Úplně vykovaný hřídel má vesměs průměr o 10 mm větší, než úplně hotový a k montování upravený. Hřídele o velikém průměru, s jakými se ku příkladu setkáváme u mohutných lodních strojů, hotoví se duté ze zhuštěné ocele. Průměr dutiny obnáší 0,6 celého průměru. Vyskytnou-li se při opracování na soustruhu ve hmotě místa podezřelá, má se ihned v práci ustati a vyžádati si dobrozdání dozorčího mistra nebo inženýra. Postup práce při opracování surového hřídele děje se následovně: Hřídel se utočí přesně dle míry, pak navrtají se místa určená k ohoblování, vhoblují se drážky pro kliku a setrvačník.
Hřídelů zalomených užívá se nejvíce u strojů stojatých a menších strojů ležatých, u nichž nemůže se klika na konci hřídele umístiti. V tomto případě zalomí se hřídel na místě, na němž by se měla umístiti klika. Zalomení hřídelů může nastati i vícekráte. Tak ku př. u strojů jednoválcových stačí jednoduché zalomení, u strojů dvouválcových zalomí se hřídel dvakráte.
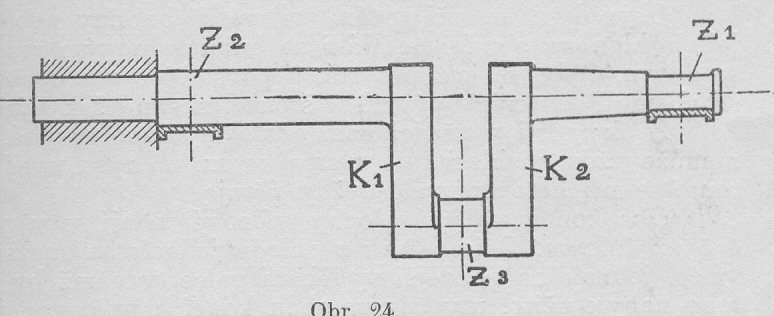
Obr. 24. představuje hřídel jednou zalomený, uložený čepy Z1, Z2 v rámu. U Z2 nachází se setrvačník, mezi ním a Z1 se hřídel zalamuje. Zalomené strany K1, K2 jsou čtyřhranné, mezi nimi nachází se čep Z3. Světlost mezi stranami K1, K2 musí býti taková, aby mohla bez závady procházeti ojnice. Úprava zalomeného hřídele jest dosti obtížná, jmenovitě u hřídelů z jednotlivých kusů kovaných a zalomených, a bez zvláštního strojního zařízení téměř nemožná. Obtíže tyto obcházejí se zanýtováním zvláštního čepu Z3 do hotových stran K1, K2, při čemž čep se před zanýtováním úplně upraví a vybrousí. Čepy hřídele pro hlavní ložiska se utáčejí až po zanýtování čepu Z3. Jiný způsob snadnější výroby zalomených hřídelů náleží v tom, že se strany K1, K2 ponechají oblé a ponenáhlu se zalamují, aníž by osa jejich byla kolmou k ose hřídele. Způsobu toho užívá se jmenovitě u hřídelů menších, méně namáhaných. Vícekráte zalomené hřídele mají podobnou úpravu, jako hřídele jednoduše zalomené, zalomené jeho části nacházejí se vedle sebe. Dle druhu stroje jsou zalomené části různě uložené a čepy jejich odchylují se osou o 90 nebo 180 stupňů. Hotovením zalomených hřídelů provádí se svařením čtyřhranné části s hřídelem, jejíž zevní délka rovná se zalomené části. Čtyřhranný díl zalomeného hřídele svařuje se s oblým hřídelem bez rozklínování, přebytečná hmota se pak buď z vyhřátého hřídele oseká, nebo za studena pilou ořízne. Jedná-li se o vykování vícekráte zalomeného hřídele, navařují se zalomené části v jedné rovině na hřídel a teprve potom se rozvádějí v žádanou polohu. Obtíže spojené s navařováním jednotlivých částí obcházejí se dnes často užitím lité oceli, načež se litý kus překove. Utáčení jednoduše zalomeného hřídele děje se na dvakráte, jednou utáčí se pouze hřídel, po druhé pouze čep zalomené části. V každém z těchto případů užívá se k vybalancování oné části hřídele, která se neutáčí a tudíž v ose utáčecí se nenacházející, přiměřeného závaží. Mazání čepů zalomených hřídelů u strojů stojatých děle se ze strany ramene zalomené části, mezi níž a ložiskem nachází se drážka v podobě C, do níž se olej svádí, odkud otvorem v ose čepu vyvrtaným bývá puzen odstředivou silou do otvorů k obvodu čepu směřujících. Rovněž u strojů stojatých užívá se často měděné rourky umístěné podél ojnice. Na hořejším konci rourky nachází se nálevka, do níž se nalévá zásoba oleje, dolní konec prochází ojniční hlavou přímo k čepu. Zařízení toto osvědčuje se výhodně. U hřídelů se dvojím zalomením dostává se každému čepu zvláštního mazacího zařízení, upraveného dle potřeby pro libovolné množství oleje pro každý čep.
![]()
![]()
![]()