Parní stroje, parní turbíny, parní kotle
Klika
Kliky hotoví se z kujného železa neb ocele. Klika má dva náboje (obr. 20.), z nichž N určen jest pro čep Z, N1 pro hřídel klikový W. Poloměr kliky tvoří vzdálenost od osy čepu k ose hřídele.
Důležité jest správné spojení čepu s klikou a kliky s hřídelem. V této příčině povstala celá řada method, z nichž nejdůležitější a dnešní dobou nejužívanější zde podáváme. Spojení čepu s klikou znázorněné na připojeném obraze, provedeno jest konusem (kuželem) a klínem. Čep se konicky utočí, stoupání obnáší 1/24 délky čepu, a zabrousí se do příslušného otvoru kliky, rovněž konicky o stejném stoupání udobeného. Pevného spojení a pojištění dostane se mu klínem K. Největší průměr kuželové části čepu musí se rovnati průměru protilehlého obojku čepu, děje se tak za příčinou vyvážení čepu vodní váhou. K tomu účelu nezapouští se konická část celá.
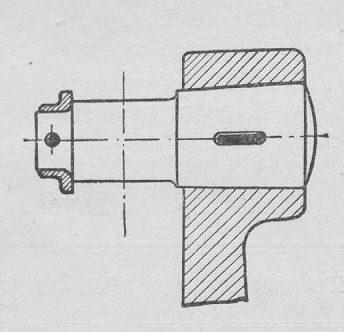
Jiný způsob upevnění čepu v klice znázorněn jest na obr. 21. Čep opatřen jest dvěma obojky o stejném průměru, z nichž vnitřní z polovice uložen jest ve zvláštní drážce náboje, k jejíž vnitřní stěně však přiléhati nesmí, jinak by těsné spojení kužele v náboji bylo stíženo a účinek klínu nepůsobil by pak na konický povrch čepu a náboje, nýbrž na vnitřní obvod obojku a drážky. Utažení a upevnění čepu děje se klínem.
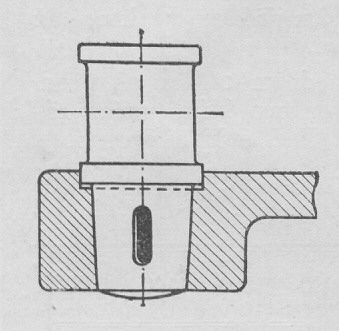
Poněkud odchylně od předešlého způsobu upevněn jest čep v klice dle vyobrazení (obr. 22.). Čep zapouští se do otvoru zadem. Přední obojek hotoví se zvláště a navléká se na přiměřeně udobený konec čepu. Děje se tak proto, aby při navlékání čepu do otvoru nedoznaly obojek i otvor porušení. Utažení čepu děje se klínem, upevnění obojku závlačkou. Způsobu toho může se užíti také bez klínu, při čemž se zadní a širší konec čepu pojistí deskou, upevněnou šrouby na tělo kliky. Někdy se širší konec čepu roznýtuje, čímž dociluje se sice velmi pevného a spolehlivého uložení, ale případná výměna čepu působí pak značné obtíže. Některé strojírny zapouštějí čep do kliky za horka, při čemž část čepu vězící v klice může býti konická nebo válcovitá. V obou případech hotoví se čep o něco málo silnější než otvor v klice. Před zapouštěním čepu vyhřeje se příslušná část kliky, čímž průměr otvoru se zvětší, takže čep bez veliké námahy se může zapustiti. Po vychladnutí svírá náboj konickou část tak pevně, že není jiného utužení třeba. Práce tato vyžaduje však značné opatrnosti, jmenovitě pokud se rozměru zvětšené konické části čepu týče. Nemenší bedlivosti vyžaduje nasazení čepu hřídele do náboje kliky. Všeobecně děje se tak za tepla, jako při zapouštění čepu klikového. V tomto případě vrtá se otvor v klice o něco menší,a sice u klik z ocele, železa plávkového nebo svářkového o 0,005, u klik (kotoučů) litinových o 0,00124 průměru čepu hřídele. Obyčejným zlomkem vyjádřen měří vývrt pro nastávající smrštění o 1/1000 až o 1/200 méně, než čep hřídele. Čep hřídele i otvor kliky opatřují se drážkou, do níž se zapouští klínek. Provádění zapouštění čepu hřídele do náboje kliky za horka není nijak snadné a vyžaduje naprosté znalosti věci a veliké opatrnosti. Již vyhřívání kliky musí se díti stejnoměrně a rovněž musí býti dbáno toho, aby do otvoru nebo mezi čep a jeho obojek neusadila se nejistota, nebo aby místa tato nebyla otlučená. Nejnepříjemnější případ nastane, vychladne-li následkem zdlouhavé manipulace klika dříve, než jest čep úplně zapuštěn. Nemenší obezřelosti vyžaduje navlékání nové kliky na čep starého hřídele, ve kterémž případě musí se vývrt v náboji kliky přesně říditi dle útvaru stávajícího čepu. Je-li klika v těle příliš slabá, nebo je-li zatížení její přílišné, péruje a otřásá se mezi chodem. V obou případech bylo pochybeno v konstrukci kliky. Při hotovení kliky postupujeme takto: Vyvrtají se otvory pro čepy, celá klika se ohobluje, načež vyvrtá se otvor pro klín a strojní zámečník pak otvor tento upraví a kliku dohotoví.
Mimo zmíněné pérování kliky, může nastati také uvolnění kliky, hlavně v tom případě, byla-li klika narážena na čep hřídele za studena. V tom případě jest klín dosti pochybným pojištěním.
![]()
![]()
![]()