Výroba oceli v kyslíkových konvertorech a odlévání
Náhrada vzduchu kyslíkem při výrobě oceli byla původně navržena Henry Bessemerem. Od roku 1950 se v ocelárnách kyslík využíval bez ohledu na specifickou metodu výroby.
Nezbytným předpokladem pro efektivní využití nákladů u procesu kyslíkového konvertoru (BOF) v průmyslovém měřítku byla dostupnost potřebného množství technicky čistého kyslíku, stejně jako technologie vodou chlazené trysky, která je nutná při dmýchání kyslíku do konvertoru.
První zásaditá pec s dmýcháním kyslíku o výrobní velikosti (také nazývaná kyslíkový konvertor) byla postavena v Linci v roce 1953.
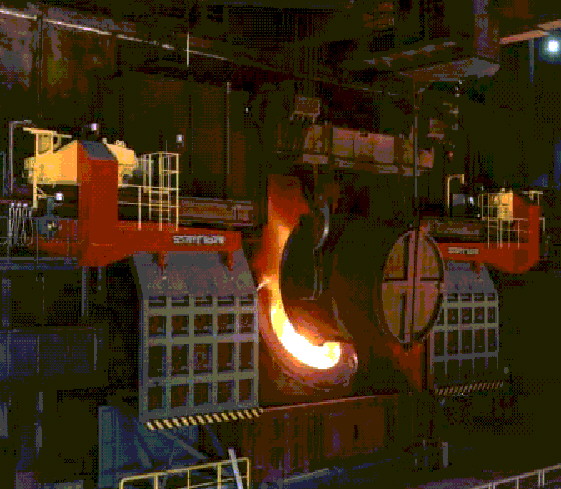
Kyslíkový konvertor v okamžiku zavážení taveninou kovu.
Následně proces kyslíkového konvertoru společně s elektrickou obloukovou pecí (EOP) nahradily méně energeticky efektivní stávající procesy výroby oceli jako je Thomasův proces, a SM pochod, (Besemer, Siemens-Martin). V EU byly poslední S-M pece vyřazeny z provozu na konci roku 1993. Tím pádem jsou dnes v EU k výrobě oceli pouze pochody v kyslíkovém konvertoru a elektrické obloukové peci. Procesy v kyslíkovém konvertoru pokrývají 2/3 výroby oceli a zbývající 1/3 pak obstarávají elektrické obloukové pece (týká se Evropské 15 v roce 1996).
Používané postupy a techniky
Cílem kyslíkové výroby oceli je spálení (tj. oxidace) nežádoucích nečistot obsažených v kovové vsázce. Hlavními prvky, které tudíž přecházejí na oxidy jsou uhlík, křemík, mangan, fosfor a síra.
Účelem tohoto oxidačního procesu tedy je :
- snížit obsah uhlíku na předepsanou úroveň ( z přibližně 4% na méně než 1 %, ale často níže)
- upravit obsah potřebných cizích prvků
- odstranit nežádoucí nečistoty v maximálně možné míře
Výroba oceli kyslíkovým pochodem je diskontinuální proces, který zahrnuje následující kroky :
- přepravu a skladování taveniny horkého kovu
- předúpravu taveniny horkého kovu (odsiřování)
- oxidaci v kyslíkovém konvertoru (oduhličení a oxidaci nečistot)
- úpravu sekundární metalurgií
- odlévání (kontinuální a/nebo do ingotů)
Jednotlivé kroky a s nimi spojené emise jsou shrnuty na obr. 2a., 2b.
Pochod v kyslíkovém konvertoru
Přeprava a skladování taveniny horkého kovu
Tavenina kovu se dodává do ocelárny z vysoké pece pomocí přepravních vozů nebo torpédových pánví. Pánve jsou vyzděny korundem (Al2O3), mulitem, bauxitem, nebo cihlami z dolomitu s přídavnou isolující mezivrstvou mezi ocelí a žáruvzdorným materiálem.
Torpédová pánev tvaru míchačky horké taveniny pohybující se po kolejích se stala převládajícím systémem. Směsná nádoba je na jedné straně podepřena a může se při vylévání svého obsahu otáčet. Torpédové pánve se obvykle projektují o kapacitě mezi 100 a 300 tunami, u největších jednotek dosahují až 400 tun. Projekt torpédové pánve minimalizuje tepelné ztráty. Skutečnost, že torpédová pánev zastává funkci míchačky horkého kovu, eliminuje potřebu zvláštního systému pro skladování horké taveniny.
Životnost torpédových pánví při normálním používání se pohybuje mezi 150 000 až 400 000 tunami. Odsiřování v torpédové pánvi zkracuje cyklus jejího možného využívání mezi obnovami vyzdívky a vyžaduje speciální dohled při volbě žáruvzdorných materiálů.
I když dochází k přelévání do otevřené pánve, přechovává se horký kov v některých případech v míchačích. Jsou to otočné horizontální ocelové nádoby vyzděné žáruvzdornou vyzdívkou. Slouží k tomu, aby kompenzovaly výkyvy mezi výrobou vysoké pece a ocelárny, vyrovnávaly chemické složení u jednotlivých vysokopecních taveb a zajistily homogenní teploty. Kapacita moderních míchačů horkého kovu dosahuje až 2 000 tun.
Předúprava taveniny kovu
Klasická předúprava taveniny horkého kovu zahrnuje následující pochody :
- odsíření
- odfosforování
- odstraňování křemíku
V Evropě se používá při přípravě taveniny kovu pro kyslíkové konvertory obvykle pouze odsiřování. Odstraňování fosforu a křemíku ze vsázky zahrnuje nákladově a technicky dokonalý technologický proces, který se objeví v dohledné budoucnosti, aniž by byl zárukou současných požadavků.
Zlepšená vysokopecní metalurgie a snížené množství zaváděné síry pomocí redukčních činidel má za následek nižší obsah síry v tavenině horkého kovu.
Dnes specifikované koncentrace síry (mezi 0,001 a 0,020 %) pro vsázku do konvertoru se běžně upravují v zařízení na odsíření taveniny kovu, které je umístěno vně vysoké pece.
Mimopecní odsíření také s sebou přináší přínos z hlediska ochrany životního prostředí. Naproti vysokopecnímu pochodu tyto operace znamenají obvykle sníženou spotřebu koksu a aglomerátu, menší výtěžek taveniny kovu a ocelárenské strusky, lepší kvalitu metalurgické strusky, delší dobu životnosti žáruvzdorné vyzdívky a nižší spotřebu kyslíku.
Známá odsiřovací činidla obsahují látky nasycené karbidem vápenatým, louhem sodným, bezvodou sodou, vápnem a hořčíkem. Odsiřování sodou je zvláště nekomplikovaný proces následkem nízké tavící teploty, kdy se dosahuje snadné mísitelnosti produktu s horkou taveninou kovu.
K nevýhodám patří nízká specifičnost a potřeba nalézt způsob, jak zneškodnit vznikající sodné strusky. Obsah síry v těchto struskách kolísá mezi 1 až 15 % a Na2O v nich obsažený mezi 5 a 40 % v závislosti na použitém postupu.
Recyklace sodné strusky se v závodě nepraktikuje s ohledem na její vysokou alkalitu. Nákladově efektivní alternativní recyklační metoda nebyla dodnes navržena. Když se uloží na skládku, rozkládá se siřičitan sodný za přítomnosti vody za vzniku roztoku hydroxidu sodného a sirovodíku. Využití bezvodé sody se omezilo. V omezeném rozsahu se může upotřebit malé množství bezvodé sody během stahování strusky.
Nejrozšířenější metoda odsiřování taveniny, které se dnes používá v Evropě, je založena na karbidu vápenatém, který dřívější sodný proces nahrazuje, s ohledem na likvidaci odpadu a důvodům zohledňujícím kvalitu ovzduší. Použití směsi karbidu vápenatého CaC2, hořčíku a vápna umožňuje, aby se tavenina kovu odsířila na výsledné hodnoty, pod 0,001 % bez ohledu na původní obsah síry. Nevýhody spočívají v dosti nízké efektivitě odsiřovacího činidla a potřebě intenzivního promíchávání odsiřovacího činidla s horkou taveninou. Jediným specifickým přínosem je, že procesem vzniká drobivá (rozpadavá) struska, která se může snadno odstraňovat. Použití hořčíku kromě karbidu vápenatého je asi tak běžné, jako použití karbidu vápníku samotného. Další odsiřovací činidla obsahují práškové vápno, vápno v kombinaci se zemním plynem a hořčíkem.
Proces odsiřování se uskutečňuje větším počtem různých metod a systémů. V běžnějších variantách se odsiřování odbývá :
- v licích žlabech vysoké pece
- v proudu odlévání
- v přepravní pánvi, nebo
- v účelově projektovaných hutních nádobách
Známé odsiřovací zařízení obsahuje ponornou trysku, výpustnou pánev, rotující a oscilující nádoby a třepací zařízení pro použití v pánvi. Nejobvykleji se používá karbidu vápenatého v kombinaci s ponornou tryskou a mícháním. Hořčík se přidává do nosného plynu v práškové formě pomocí ponorné trysky. Proces odsiřování se uskutečňuje ve zvláštních úpravárenských jednotkách.
Dále je popsán praktický příklad. Odsiřovací činidlo se dmýchá trubicí do horké taveniny pomocí dusíku. Síra se váže na strusku, která flotuje na povrchu horké taveniny kovu. Následně se struska odstraní v oddělené jednotce a tekuté železo se převede z pánve do navažovací prohlubně. Je-li to nutné, přidávají se v těchto jamách činidla. V některých případech se zde provádí sekundární odstraňování strusky pomocí hrabla. Po navážení se surové železo převede do konvertoru.
Oxidace v kyslíkovém konvertoru
S ohledem na plnění výše uvedených cílů se nežádoucí nečistoty oxidují při následném odstranění s odcházejícím plynem nebo se struskou. Tabulka vyjmenovává hlavní oxidační procesy, ke kterým v kyslíkovém konvertoru dochází. Nežádoucí nečistoty se odstraňují v odcházejícím plynu, nebo tekuté strusce.
Energie potřebná ke zvýšení teploty a k tavení vstupních surovin se dodává exothermickou reakcí při oxidaci tak, že na jedné straně není třeba žádného přídavného tepla na vstupu a na straně druhé se musí přidávat šrot nebo ruda, aby se vyrovnávalo teplo. Do některých konvertorů a při pochodech spojených s dmýcháním se injektují dmýšními trubkami jako chladící médium plynné uhlovodíky.
Proces v kyslíkovém konvertoru je semikontinuální.
Úplný cyklus tvoří následující fáze :
- zavážení šrotu a roztaveného surového železa
- dmýchání kyslíku
- vzorkování a zaznamenávání teploty
- odpich
V moderních ocelárnách se vyrobí cca 300 t oceli v průběhu 30-40 minutového cyklu.
Pro uzpůsobení jakosti oceli a tvorbu strusky se během pochodu přidávají rozličné přísady. Během zavážení a odpichu je konvertorová pec nakloněna. Během dmýchání kyslíku má konvertor svislou polohu.
Existuje několik druhů reaktorů, které se používají při tomto kyslíko-konvertorovém procesu. Nejběžněji používaným typem je konvertor LD (Linz-Donawitz), který se používá pro surové železo s nízkým obsahem fosforu. V případě vysokého obsahu fosforu se využívá procesu modifikovaného (LD/AC proces, tj. procesu Linz-Donawitz / Arbed-CRM).
Konvertor má hruškovitý tvar se žáruvzdornou vyzdívkou, kde je naspodu zavedena vodou chlazená tryska pro kyslík. Touto tryskou se do tekutého surového železa dmýchá čistý kyslík (> 99 %) z kyslíkárny.
Legenda k obrázku : a = tryska pro dmýchání kyslíku; b = horní část konvertoru;
c = podpůrný prstenec; d = dno konvertoru; e = odpichový otvor; f = žáruvzdorná vyzdívka;
g = prostor s plynem; h = vrstva strusky; i = roztavený kov
Další typy reaktorů pro výrobu oceli jsou OBM (proces Oxygen - Bottom- Maxhütte ), nebo Q-BOP a LWS (proces Loire-Wendel-Sprunch ). Tyto pochody se liší od LD konvertoru v tom, že namísto vrchního dmýchání kyslíku pomocí zatažitelné trubky se kyslík a tavidla dmýchají pomocí ponorných trysek u dna pece (obr. 8.5) /EC BOF, 1995/.
V těchto konvertorech se kyslík injektuje ode dna tryskami chlazenými pomocí uhlovodíků, dmýchaných do taveniny.
Následně byly vyvinuty kombinované techniky dmýchání. Tam, kde je to nutné, může být proces v určité fázi intenzifikován promícháváním odspoda s argonem nebo dusíkem přes porézní cihly ve vyzdívce dna.. Alternativně se dmýšní trubice ve dně využívají v průběhu fáze dmýchání k injektáži čistého kyslíku nebo jiných plynů.
Dochází k intenzivnější cirkulaci roztavené oceli a zlepšuje se reakce mezi kyslíkem a roztaveným kovem. Nejčastějšími typy jsou procesy LBE (Lance-Bubbling-Equilibrium = tryska pro rovnoměrné probublávání) a proces TMB (Thyssen-Blowing Metallurgy = metalurgie dmýchání Thyssen). Zvláštní versí je pochod KMS (Klökner-Maxhütte-Steel Making = Kloknerův proces výroby oceli), kdy se kyslík injektuje zdola společně s vápnem a uhlím.
Množství spotřebovaného kyslíku závisí na složení kovové taveniny (tj. obsahu C, Si, P). Vývoj procesu tvorby oceli se posuzuje odebíráním vzorků roztaveného kovu. V moderních závodech se vzorkování provádí, aniž by se přerušilo dmýchání kyslíku používáním pomocné trubky. Stejného výsledku se dosáhne normováním postupu výroby a/nebo použitím odpovídajícího modelování dynamiky a monitorování. Tyto pracovní postupy udržují jakost, produktivitu a snižují emise kouřových plynů během naklánění konvertoru. Jakmile jakost oceli vyhovuje požadavkům, zastaví se dmýchání kyslíku a surová ocel se odpichem vypustí z konvertoru na pánev. Roztavená ocel se pak po sekundární metalurgii přepraví k odlévacímu stroji.
Oxidační reakce jsou exotermní, tedy narůstá teplota roztaveného železa.
Pro ochlazení se přidává šrot, železná ruda nebo jiné ochlazovací příměsi a teplota se udržuje přibližně v rozmezí 1600 až 1650o C. Obvykle tvoří šrot 10-20 % vsázky konvertoru, ale někdy může dosáhnout až 40 %. Množství vsazovaného šrotu závisí na způsobu předúpravy surového železa a na teplotě potřebné pro odpich tekuté oceli /UBA, Comments, 1997/.
Výkyvy tržních cen šrotu a požadované specifikace oceli mají také svůj vliv.
Plyny, které se vytvoří během dmýchání kyslíku (konvertorový plyn) obsahují velká množství oxidu uhelnatého. V mnohých ocelárnách se přijala opatření k rekuperaci konvertorového plynu a jeho využití jako zdroje energie. Používají se systémy jak “otevřeného” tak “potlačeného” spalování.
Systémy otevřeného spalování zavádějí do potrubí spalin konvertoru vzduch a tak dochází ke spalování oxidu uhelnatého. Následně vyvinuté teplo se dále rekuperuje v kotlích odpadního tepla. Při potlačeném spalování je během dmýchání kyslíku spuštěn přes ústí konvertoru kryt. Tak nemůže do potrubí spalného plynu vstoupit vzdušný kyslík a zabrání se spalování oxidu uhelnatého. Kouřový plyn, bohatý na CO se může jímat, čistit a skladovat pro následné využití jako palivo.
Hlavní výhodou potlačeného spalování je menší průtokový objem kouřového plynu, protože nenastává žádné spalování a žádný přídavný vzdušný dusík se nezavádí. To se projeví ve vyšší produktivitě, protože se může zvýšit rychlost dmýchání kyslíku.
Mimoto produkuje kyslíková výroba oceli i značná množství tuhých částic během zavážení šrotu a horké kovové taveniny, dmýchání a během odpichu strusky a tekuté oceli. Všechny slévárny oceli v EU přijaly opatření ke snížení emisí tuhých částic.
Během procesu výroby oceli se tvoří struska. Záměrem regulace strusky je efektivní snížení množství nežádoucích substancí, které jsou obsaženy v horké tavenině a produkce strusky o vysoké jakosti, která bude vyhovující pro následné zpracování a použití.
Obvykle se struska ochladí a drtí, načež se kovové železo získává za použití magnetických separátorů. Technické vlastnosti strusky jsou důvodem, proč je struska vhodná k mnoha druhům využití v pozemním a vodním stavitelství /Geiseler, 1991;Geiseler, 1992/.
Se zřetelem ke své struktuře má struska LD vysokou odolnost proti abrazi a proto se často používá v průmyslu silničního stavebnictví /Köller, 1995/, ale existují i další typy použití, nebo se zneškodňuje na skládkách.
Sekundární metalurgie
Po procesu oxidace v konvertoru běžně následuje úprava, která zahrnuje řadu rozličných metalurgických operací. Tato úprava, uváděná jako “sekundární metalurgie” se vyvinula jako odezva na stále rostoucí požadavky na jakost a vedla k podstatnému růstu produktivity přesunem vsázky při metalurgickém rafinačním procesu mimo konvertor.
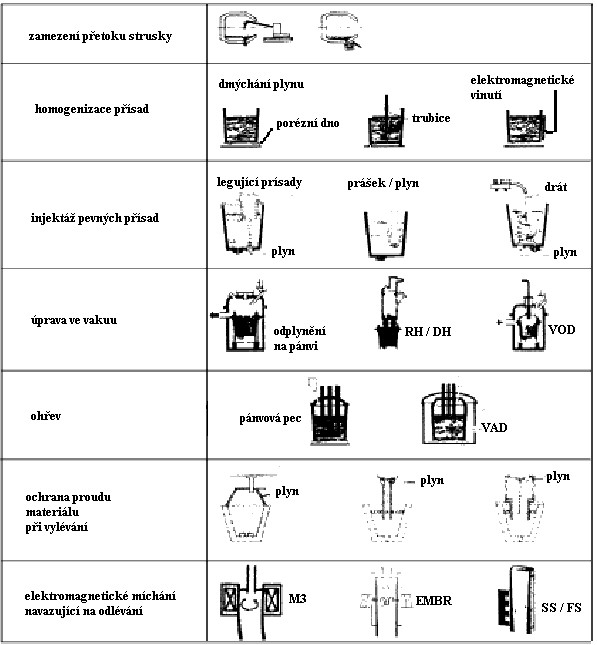
Hlavní úkoly sekundární metalurgie jsou následující:
- míchání a homogenizace
- úprava chemického složení v mezích analytické tolerance
- včasná úprava teploty pro následný proces odlévání
- odkysličení
- odstranění nežádoucích plynů jako jsou vodík a dusík
- zlepšení čistoty oxidace oddělením nekovových příměsí
Přehled operací u sekundární metalurgie se uvádí na obr. 6. Tyto pochody se konají na pánvi, nebo v pánvové peci ve vakuu, nebo v účelově konstruovaných pecích.
Nejdůležitějším krokem při sekundární metalurgii je úprava ve vakuu. Ta slouží hlavně k odstranění plynů, vodíku, kyslíku, dusíku nebo zbytkových koncentrací uhlíku z oceli při vakuu až 50 Pa. Účelem této operace je oduhličení a oproštění oceli od plynů rozpuštěných za tepla během cyklu dmýchání. Tak se může poklesem tlaku až na 10 mbarů snížit hmotnostní obsah kyslíku a dusíku až na 0,0002 % resp. 0,005 %.
Dnes operace úpravy ve vakuu zahrnují přesné oduhličení a odkysličení nelegovaných ocelí, oduhličení chromem legovaných jakostních tříd, odstranění síry a vměstků, stejně jako rozličné legování, homogenizaci, řízení teploty a preventivní opatření před reoxidací. Vakuová metalurgie poskytuje oceli o lepší čistotě, nižším obsahu plynu a užší toleranci legování.
Používají se následující metody vakuové úpravy :
- odplynění stojící pánve nebo nádrže a
- recirkulační odplynění
Z toho je dnes nejobvyklejším procesem recirkulační odplynění, ačkoliv se odplynění stojící pánve navrací zpět k širokému použití .
Při odplynění na pánvi je pánev, obsahující oxidovaný kov umístěna do vakuovaného kontejneru. Vstup přídavné energie zajišťuje vyšší reakční rychlosti a snižuje konečnou koncentraci nežádoucích složek v lázni. Tato intenzifikace může být doprovázena injektáží argonu pomocí jedné nebo více porézních zátek ve dně pánve, při homogenizaci taveniny pomocí trysky nebo procesem indukčního míchání.
V závislosti na jednotlivých požadavcích je možné přidávat šrot o vysoké čistotě (chladící šrot) pro vyrovnání teploty tavenin nebo zavést legující činidlo, aby se získalo přesné nastavení složení oceli. Legující činidla se přidávají do taveniny v pevné formě nebo uzavřené v dutém drátě, který se odvíjí z navíječky, nebo jinak injektáží prášku dmýšními trubkami. Před ukončením cyklu míchání lze stanovit hladinu kyslíku pomocí speciální zkoušky a nastavit přidáváním odkysličovacích činidel.
Při procesu míchání vzniká směs prachu s plynem, pánev se odsává pohyblivou digestoří kouře. Při recirkulačním odplynění se roztavený kov vakuově upravuje nepřetržitě nebo v jednotlivých dávkách. V závislosti na stanoveném postupu, se vytváří rozdíl mezi vakuovým vztlakovým odplyněním (DH) a vakuovým recirkulačním odplyněním (RH).
Vakuová úprava má klíčový význam v provozu vodního hospodářství závodu, protože vakuum se tvoří parou a je založeno na operacích s vodou. Menší systémy používají k tomuto účelu čerpadel vodního okruhu, zatímco větší zařízení se opírají o vícestupňová paroproudová vakuová čerpadla nebo o kombinaci obou.
Plyn z komory vakuové úpravy se odsává do vody při podtlaku vytvořeném na principu vodo-proudových čerpadel. Objemové průtoky vody nutné k procesu odčerpávání jsou značné a mohou dosahovat přibližně 5 m3/ t tekuté oceli.
Odlévání
Když se dosáhne konečné jakosti oceli, převede se ocel v odlévací pánvi k odlévacímu stroji. Před několika lety bylo standardní metodou vylít roztavenou ocel do stabilních forem (kokila nebo odlévání do ingotů) v diskontinuálním procesu. Dnes se volí metoda plynulého (kontinuální) odlévání, při kterém se ocel odlévá do nepřetržitého pásu.
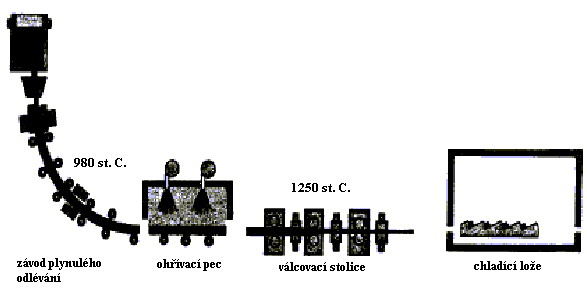
Plynulé (kontinuální) odlévání
Plynulé odlévání nabízí několik významných přínosů:
- úspory energie, nižší emise a menší potřebu vody následkem eliminace válcování bram a sochorových tratí
- zlepšené pracovní podmínky
- vysoké podíly výtěžnosti větší než 95 %
- vysokou produktivitu
Přestože plynulé odlévání bylo poprvé zavedeno v průmyslovém měřítku v pozdních 60. letech, jeho podíl v celkové výrobě oceli EU stoupl na cca 95,4 %. V celém světě se nyní z celkové vyrobené oceli 75 % odlévá plynulým procesem. Nehledě na tradiční proces odlévání do ingotů, nahradily stroje pro plynulé odlévání pochody odlévání předvalků, bram a operace s polotovary v konvenčních závodech teplého válcování. Dnes může být většina všech jakostí oceli pro válcované výrobky provedena cestou plynulého odlévání, protože nutné předúpravy podmínek, jako je odkysličení a odplynění se uskutečňují moderní sekundární metalurgií.
Existují rozličné typy strojů na kontinuální odlévání, označované jako vertikální typ, ohýbací a rovnací typy, obloukový typ a stroje typu oválného prohnutí a to v závislosti na jejich uspořádání.
Tekutá ocel se odlije z konvertoru do pánve, kterou se ocel přepraví za sekundární metalurgií do tzv. mezipánve stroje pro kontinuální odlévání. To je střední pánev s regulovatelnou výpustí. Před tím, než se pánve plní tekutou ocelí, předehřejí se, aby se zamezilo nerovnoměrnosti teplot v mezipánvi.
Jakmile má tekutá ocel požadovanou teplotu, vylije se do mezipánve. Odtud prochází do krátké vodou chlazené měděné formy, ve které není žádný vzduch a která se kývá nahoru a dolů, aby se zamezilo uváznutí (přilnutí) oceli.
Forma poskytuje požadovaný profil kovu. Když kov opouští licí formu, vytváří se "slupka" ztuhlé oceli a velké množství unášecích válců vede odlitou ocel mírným obloukem ve směru horizontální polohy.
Zde se nekonečný ocelový pás rozřezává na kusy řezacím hořákem. Tímto způsobem se odlévají jak bramy, tak předvalky a sochory.
V případě nesamonosných úseků se do ruda rozžhavený pás se zónou svého ztuhlého povrchu pohybuje prostřednictvím několika párů hnacích válců, které slouží jako jeho opora proti ferostatickému tlaku. Protože je jádro stále tekuté, ostřikuje se pás pečlivě vodou a ochlazuje se až zcela ztuhne (sekundární chlazení). Tento proces zabraňuje prasklinám v oblasti povrchu pásu, který je ještě dosti tenký, ale také chrání válce před přehřátím.
Podpůrnými, transportními a hnacími prvky jsou obvykle válce vybavené vnitřním i vnějším chlazením. V zóně sekundárního chlazení lze vnitřní chlazení válce postrádat, jakmile se zajistí dostatečné snížení teploty skrápěním vodou. Většina ložisek je spojena se systémem automatického mazání.
Když je pás zcela ztuhlý, může se řezat na velikosti podle tříd řezacími hořáky, které se pohybují s pásem, nebo pomocí strojních nůžek.
Proces rychlého chlazení poskytuje ocel o stejnoměrné mikrostruktuře tuhnutí s příznivými technologickými vlastnostmi. Mikrostruktura tuhnutí pásu může být ovlivněna souproudým chlazením vzduchem nebo vodou.
Profil pásu je určen geometrií formy. Současné typy forem mají tvar obdélníku, čtverce, kruhu nebo polygonálních tvarovek. Pro výrobu ocelových profilů lze použít forem, které se podobají přibližnému průřezu tvaru předpokládaného produktu.
Typické rozměry pásu při plynulém odlévání se pohybují mezi 80 x 80 mm a okolo 310 x 310 mm, kruhový 600 mm u sochorů a 450 x 650 mm u soustav předvalků, zatímco při odlévání bram se formují velikosti až do 350 mm tloušťky a až do 2 720 mm šířky,
Odlévací stroje na sochory mohou vést několik ( současně až 8) pásů zároveň, zatímco počet pásů u odlévání bram se omezuje na dva.
Odlévání ingotů
Při odlévání ingotů se tekutá ocel odlévá do odlévacích forem.
V závislosti na požadované jakosti povrchu se mohou během odlévání do ingotové formy přidávat odplyňovací činidla (jako NaF). Po vychladnutí se ingoty vyklopí z odlévací formy a přepraví se do válcoven.
Následně se ingoty po ohřevu válcují na bramy, předvalky nebo sochory. Na mnoha místech se odlévání ingotů nahradilo plynulým odléváním. Očekává se, že odlévání ingotů bude během času téměř zcela nahrazeno plynulým odléváním, vyjma těch případů, kdy některé výrobky vyžadují pro dosažení potřebné jakosti odlití do ingotů, jako tomu je při výrobě těžkých vah pro kování.
![]()